彫梕検僗億僢僩梟愙婡偺帺嶌
 丂
丂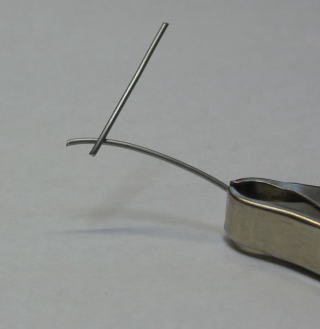
埲壓偺婰帠偼丄堦斒揑側傕偺偲偼彮偟偢傟偑偁傞傛偆偵傕巚偄傑偡偺偱丄慜抲偒偲偟偰彮乆愢柧傪偟傑偡丅
揹婥梟愙偼戝偒側揹棳傪棳偟偰敪擬偝偣嬥懏傪梟梈偝偣傞傕偺偱偡丅
堦斒偵偼丄
擬僾儔僘儅偵側偭偨婥懱傪壛擬偟偰偦偺擬偱嬥懏傪梟偐偡偺傪傾乕僋梟愙丄
愙怗掞峈傪乮晹暘揑偵愙怗偟偨嬥懏傪捈愙乯壛擬偟偰梟偐偡偺傪掞峈梟愙
偲暘椶偟丄僗億僢僩梟愙亖掞峈梟愙偲偟偰偄傞傛偆偱偡偑丄
偙偺婰帠偱峫偊偰偄偨乮巹偵偲偭偰偺乯僗億僢僩梟愙偱偼丄
弖娫揑偵揹椡傪梌偊偰丄慡懱偺壏搙傪忋偘偢偵梟愙昞柺晹暘偩偗壏搙傪梈揰晅嬤傑偱忋偘傞
偲偄偆偙偲傪婜懸偺拞怱偲偟偰榖偑恑傫偱偄傑偡丅
側偺偱丄杮棃偺僗億僢僩梟愙偲偄偆傛傝丄儅僀僋儘丒傾乕僋梟愙偲偄偭偨姶偠偺傕偺偵側偭偰偄傑偡丅
傑偨丄偙偺栚揑偺憰抲偱偼揹椡傪帪娫埑弅乮弖娫揑側戝揹椡傪摼傞乯偟側偔偰偼側傝傑偣傫偑丄
埲壓偺峫嶡偼曽幃揑偵偼揹椡傪帪娫傪妡偗偰僐儞僨儞僒偵挋傔丄弖娫揑偵曻揹偡傞偲偄偆傕偺偱偡丅
嵟弶偐傜偙偺曽幃傪慜採偵榖偑恑傫偱偄傑偡偺偱丄偙傟傪慜採偵撉傫偱偔偩偝偄丅
栚師
- 侾丏昁梫側僄僱儖僊乕
- 俀丏昁梫側僷儖僗暆
- 俁丏棳偡揹棳
- 係丏昁梫側僐儞僨儞僒梕検
- 俆丏MOSFET
- 俇丏幚憰
- 俈丏巇條
- 俉丏夞楬恾丄儔僼僗働僢僠
- 俋丏摵斅岺嶌乮揹椡夞楬乯
- 侾侽丏夞楬婎斅惢嶌
- 侾侾丏働乕僗乮奜娤乯
嬻憐曇
揹婥揱摫偼偁傞偑擬揱摫偑埆偔僗億僢僩梟愙偵岦偄偰偄偦偆側僗僥儞儗僗傪庡側懳徾偲偟丄嬧傕梟愙弌棃側偄偐傪峫偊傞丅
梟愙懳徾偺岤傒偼0.1乣1mm偲偡傞丅
侾丏昁梫側僄僱儖僊乕
懳徾偺嵟戝岤傒傪1mm偲偡傞偲梟梈僗億僢僩宎乮梟梈柺愊偺捈宎乯偼1mm偔傜偄側偄偲
廫暘側嫮搙偩偲姶偠傜傟側偄婥偑偡傞偺偱丄栚昗梟梈僗億僢僩宎傪1mm偲偡傞丅
椺偊偽SUS304偺斾擬偼0.59[J/(g)]丄枾搙偼7.93[g/cm3]偩偐傜丄
壖偵10兪m岤傒偱僗億僢僩宎1mm傪梟梈偡傞偲偡傞偲丄62.2兪g偱27213[K/J]丄
梈揰偼1400乣1450亷偩偐傜1600亷偔傜偄偵偡傟偽抁帪娫偱傕梟梈偡傞偩傠偆偲峫偊偰丄
1600/27213=0.06J昁梫側寁嶼偵側傞丅
僗億僢僩宎1mm偼懳徾偑0.2mm偔傜偄偱偼傗傝夁偓乮柺愊峀夁偓乯側偺偱丄
懳徾偵墳偠偨僄僱儖僊乕偺挷惍偑昁梫偦偆偱偁傞丅
偪側傒偵丄椺偊偽嬧偩偲丄斾擬梕検亖0.232[J/(g)]丄枾搙亖10.49[g/cm3]丄梈揰亖1235亷偩偐傜丄
僄僱儖僊乕偩偗偱尵偊偽SUS304偑梟偐偣傞僄僱儖僊乕側傜嬧傕梟偐偣傞丅
恀鐹傕0.377[J/(g)]丄8.5[g/cm3]丄900亷偱摨條丅
俀丏昁梫側僷儖僗暆
擬奼嶶挿偼丄乮擬奼嶶挿偺乯斾妑揑彫偝偄僗僥儞儗僗偱4mm/1s乮12.6兪m/10兪s乯丄
斾妑揑戝偒偄嬧偱26.4mm/1s乮83.5兪m/10兪s乯丅
擬奼嶶挿偼帪娫偺暯曽崻側偺偱丄
擬奼嶶挿傪20兪m偲偡傞偵偼僗僥儞儗僗偼25兪s埲壓掱搙偩偑丄嬧偼0.6兪s埲壓偲偺寁嶼偵側傞丅
俁丏棳偡揹棳
偁傑傝愨墢偵婥傪巊偄偨偔側偄丄
枩堦捈愙怗偭偰傕乮擥傟偰偄側偗傟偽乯傂偳偔姶揹偟側偄埵偺揹埑偵偟偨偄偐傜丄
戝偒偔偲傕30V丄弌棃傟偽24V埵偵偟偨偄丅
壖偵5.5mm2偺働乕僽儖乮3.31兌/km乯偱墲暅1m偲偟偰3.31m兌丅
憰抲撪偺愙懕懝幐側偳彅乆偱10m兌偲偟偰丄働乕僽儖偺崌寁揹埑崀壓傪10V偲偡傞偲 1000A丅
側偺偱丄婃挘偭偰傕2000乣3000A丄巊偄傗偡偄斖埻偱偼1000A埵偑尷奅側姶偠偱偁傞丅
壖偵晧壸乮愙怗掞峈乯傊偺幚岠報壛揹埑傪5V偲偟偰10兪s 偩偲1000A*5V*10兪s亖0.05J丅
SUS304側傜挌搙椙偝偦偆偩偑丄嬧偺0.6兪s偼慡偔柍棟偦偆偩丅
壖偵嬧偵10兪s偺僷儖僗傪梌偊傞偲丄擬奼嶶挿亖83.5兪m傛傝僗億僢僩宎1mm傪梟梈偡傞偵偼
乮斾擬梕検亖0.232[J/(g)]丄枾搙亖10.49[g/cm3]丄梈揰亖1235亷偐傜
嬧偼梟梈偟堈偄偩傠偆偐傜梈揰偦偺傑傑偱寁嶼偟偰乯
0.2J昁梫側偺偱丄0.05J偱偼晄懌偡傞丅
擬奼嶶挿偼帪娫偺暯曽崻丄壛偊傞僄僱儖僊乕偼帪娫斾椺偩偐傜丄160兪s側傜0.8J偱梟梈偱偒傞寁嶼偵側傞丅
傑偁丄嬧偺梟愙偺偲偒偼怗傟側偄偔傜偄擬偔側傞偺傕巭傓側偟偩傠偆
乮偲尵偆偐丄愙怗忬嫷偵傛偭偰偼揹嬌偑梟愙偝傟傞偐傕偟傟側偄乯丅
係丏昁梫側僐儞僨儞僒梕検
椺偊偽1000A丄10兪s偲偟偰丄Q=CV=it=10mC偩偐傜丄30V側傜333兪F丄24V側傜417兪F丅
偙傟偑160兪s偩偲30V偱傕5333兪F偲側傞丅偮傑傝嬧偼1000A偱偼擄偟偄丅
0.2J(10兪s)偱幚岠報壛揹埑傪5V偲偟偰4000A偲偟偰傕丄30V偱C=1333兪F丅
偙傟偼僼傿儖儉偱偼尩偟偄戝梕検丅
梕検偩偗偱尵偊偽丄椺偊偽揹婥擇廳憌僐儞僨儞僒偼揹埑傗ESR揑偵榑奜偩偟丄
捠忢偼嵟桳椡岓曗偵側傞揹夝僐儞僨儞僒傕偙偺梡搑偱偼ESR揑偵傗傗尩偟偄丅
乮僐儞僨儞僒偵偼捈楍掞峈惉暘偑偁偭偰丄戝揹棳傪棳偦偆偲偡傞偲偙傟偑幾杺傪偟傑偡丅
摿偵僷儖僗梟愙偱偼偐側傝戝偒側揹棳傪曻揹偝偣傞昁梫偑偁傝傑偡偐傜丄
掞峈惉暘偑彫偝偄昁梫偑偁傝傑偡丅ESR偼偙偺掞峈惉暘偺巜昗偱偡丅乯
偲偄偆偙偲偱慖戰巿揑偵偼丄OS僐儞偑椙偝偦偆偩丅
僐僗僩揑偵傗傗崅壙偵側傞偑僒僀僘傗嶌傝堈偝傪峫偊偨傜堦斣庤崰偩傠偆丄傗傓傪摼側偄丅
OS僐儞偩偗偐偲巚偭偨傜丄僯僠僐儞偐傜傕摫揹惈崅暘巕傾儖儈僯僂儉屌懱揹夝僐儞僨儞僒偑弌偰偄傞傛偆偩丅
偄偢傟傕ESR偼掱乆彫偝偄丅挷傋偰傒偨傜偳偆傕奺幮偐傜弌偰偄傞丅摫揹惈崅暘巕僞儞僞儖僐儞僨儞僒偲偄偆偺傕偁傞丅
偟偐偟丄偄偢傟偵偟偰傕帡偨傛偆側壙奿偩丅偲偄偆偙偲偱丄巊偆偲偡傟偽OS僐儞偩傠偆丅
俆丏MOSFET
掅懴埑偺MOSFET偺僆儞掞峈偼掅偄偑丄50A傪挻偊傞偲抂巕偺掞峈偑柍帇偱偒側偔側傞偺偱丄
偁傑傝懴埑偱柍棟傪偣偢丄暲楍悢偱壱偖偺偑揔摉偩傠偆丅
椺偊偽SUP85N15-21乮85A/150V丄17.5m兌丄TO-220AB乮奣棯10*20mm乯乯傪係暲楍側傜
1000A偱扨弮寁嶼4.4V丅
揹棳偑戝偒偄偲僆儞掞峈傕憹偊傞偺偱5暲楍乮200A/屄乯偱6V偲尵偭偨偲偙傠偩傠偆丅
OS僐儞乮820兪F/16V丄ESR=11m兌乯傪5暲楍2捈楍亖10屄偲偡傟偽丄僐儞僨儞僒懁偺ESR傕庤崰偵側傞丅
150V偺MOS側傜懴埑偵傕梋桾偑偁傞偟丄揹棳傪峣傞傛傝帪娫傪峣偭偨曽偑椙偝偦偆側偺偱丄
僷儖僗暆挷惍偟偰僞乕儞僆僼傕偟傑偡偐丅
俇丏幚憰
1000A埲忋棳偦偆偲尵偆偺偩偐傜梋桾傪尒傟偽1mm岤偔傜偄偺摵斅偼梸偟偄偑丄
僐儞僨儞僒傗MOSFET偺偼傫偩晅偗偑帄擄偱偁傞乮偼傫偩偺掞峈傕婥偵側傞偑乯丅
掞峈揑偵偼0.5mm岤傕偁傟偽巊偊傞偩傠偆丅
乮偨偐偩偐暯嬒1A掱搙偺1000A僷儖僗側傜丄暆偑50mm埲忋傕偁傞摵斅側傜愙懕晹埲奜偼0.2mm岤偱傕梋桾偱偟傚偆丅乯
俈丏巇條
亙僗儁僢僋亜
擖椡揹埑丗35Vmax乮78xx偺懴埑偵傛傝惂尷偝傟傞乯
廩揹揹埑丗30Vmax
弌椡揹棳丗500乣2000A乮攝慄掞峈偵傛傝曄傢傞乯
嵟戝弌椡僄僱儖僊乕丗乮0.37J*5乯*0.5=0.9[J/pulse]乮弌椡岠棪偑50亾偲偟偰丄5屄偺僐儞僨儞僒慡晹巊偆偲偟偰乯
僷儖僗暆丗2兪s乣30兪s
弌椡廃婜丗廩揹懍搙偵傛傞丅
摦嶌丗1A掱搙偱C傪廩揹偡傞丅
丂丂丂SW傪擖傟偨傜強掕偺僷儖僗暆偩偗曻揹丅
丂丂丂曻揹屻丄嵞廩揹偑姰椆偟偨傜強掕偺僷儖僗暆偩偗嵞曻揹丅
丂丂丂埲崀SW僆僼傑偱偙傟偺孞傝曉偟丅
亙巊偄曽亜
VR偱僷儖僗暆傪愝掕偡傞丅
僩儕僈SW僆儞偱梟愙丅
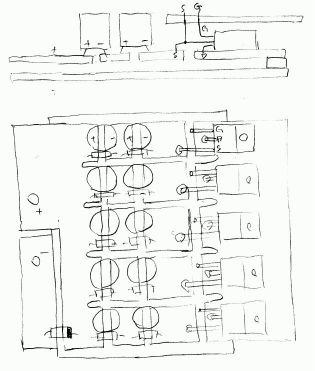
俉丏夞楬恾丄儔僼僗働僢僠
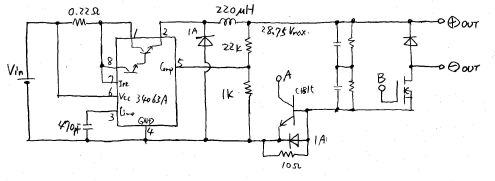
夞楬恾偱偼掕揹埑偺崀埑僠儑僢僷乕夞楬偲儚儞僔儑僢僩夞楬偺傛偆偵尒偊傞偑丄
乮偲偄偆偐杮棃偼偦偺傛偆側栚揑偱巊偆傋偒夞楬丄乯
崱夞偺栚揑夞楬偱偼幚幙偑堎側傞丅
34063偺曽偼揹棳儕儈僢僞乕傪棙梡偟偨掕揹棳廩揹夞楬偱丄掕揹埑摦嶌偼揹埑曐岇偲偟偰婡擻偡傞丅
偮傑傝丄曐岇夞楬偲捠忢摦嶌傪媡偵巊偭偰偄傞丅
儗僊儏儗乕僞乮7803側偳乯傪巊傢側偐偭偨偺偼丄擬懝幐傪尭傜偡偨傔乮曻擬偑柺搢側偺偱乯丅
廩揹揹棳専抦偼惛搙偑梫傜側偄偺偱僩儔儞僕僗僞偺儀乕僗揹棳偲偟偰廍偭偰偄傞丅
10兌傪擖傟偰偄傞偺偼丄懸婡拞偺廩揹揹棳乮暘埑掞峈偱曻揹偡傞暘乯傪廍傢側偄傛偆偵偡傞偨傔丅
BE偵愙懕偟偰偄傞僟僀僆乕僪偼BE娫偵戝揹棳偑棳偣側偄偺偱丄暘棳偟偰曐岇偡傞偨傔丅
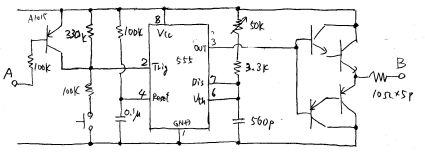
僗僀僢僠儞僌梡偺僟僀僆乕僪偼僔儑僢僩僉乕傪丄BE娫曐岇梡偺僟僀僆乕僪偼PN愙崌偺傕偺傪巊偆丅
暘埑埨掕梡揹棳傪0.5mA偲偟偰C偺暘埑掞峈偼150k兌亊5暲楍亊2捈楍丅傑偁丄100k兌乣200k兌掱搙偩傠偆丅
555偼Trig偑Low偺婜娫偼弌椡偑High偵側傝偭傁側偟偵側傞丅
偙偺Trig傪廩揹揹棳専抦偱堦帪揑偵High偵偡傞偙偲偵傛傝丄嵞廩揹姰椆枅偵僩儕僈乕偑妡偐偭偰僷儖僗偑弌傞傛偆偵偟偰偄傞丅
廬偭偰丄扨敪偱偼側偔SW僆儞拞偼楢懕揑偵僷儖僗偑弌傞丅
僩儕僈乕偑妡偐偭偰C偑曻揹傪巒傔傞偲懄嵞廩揹偑巒傑傝廩揹揹棳専抦偵傛傝Trig偼High偲側傞偑丄
堦扷僩儕僈乕偑妡偐傞偲僞僀儅乕摦嶌偼巭傑傜側偄偺偱丄僞僀儅乕偱愝掕偟偨僷儖僗暆偺婜娫偩偗C偑曻揹偝傟傞丅
僶僢僼傽乕慜抜偺PNP偲NPN偑忋壓擖傟懼傢偭偰偄側偄偺偼丄
僶僀傾僗揹棳偑傕偭偨偄側偄偟丄MOS偺VGS(th)偑2*Vbe傛傝崅偄偐傜丅
夞楬恾偵偼側偄偑丄555偵嫙媼偡傞揹埑乮15V乯偺偨傔偵暿搑7815偑昁梫丅
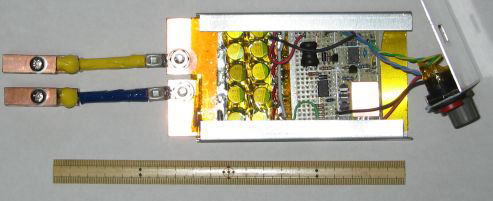
揹椡婎斅乮摵斅乯偼偙傫側姶偠丅偙傟傛傝傗傗戝偒傔偺愨墢斅偑娫偵擖傞偐傜丄戝懱70*100mm偔傜偄丅
 丂
丂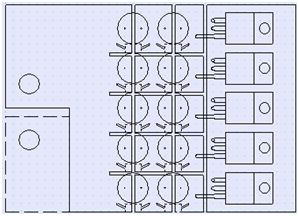
惢嶌曇
俋丏摵斅岺嶌乮揹椡夞楬乯
摵斅偼捠忢側傜儀僞儀僞怗偭偰晠怘偝偣傞慜偵丄攦偭偰偒偰晻傪愗偭偨傜傑偢壔惉張棟偡傞強偩偑丄
崱夞巊偆偙偲偵偟偨偺偼1mm岤偺巆嵽偱丄婛偵墭傟傑偔傝偩偭偨偺偱丄巁愻偄偐傜巒傔傞丅
嬻憐岺嶌偱偼0.5mm岤偱側偄偲嶌傞偺偑擄偟偄偩傠偆偲偟偰偄偨偑丄側傫偲偐側傞偱偟傚丅
僷乕僣僋儕乕僫乕乮庡惉暘偼僲儖儅儖僿僉僒儞丠乯偱桘帀暘傪愻偄棳偟丄
庛巁偺塼乮傎傏壗偱傕傛偄乯偱愻偆乮偙偡偭偨曽偑懍偄乯丅
嵞傃僷乕僣僋儕乕僫乕偱愻偄棳偟偰偐傜壔惉張棟偵擖傞丅
乮崱夞丄庛巁偺塼偵偼巗斕偺摵偺愻忩嵻傪巊偭偨丅
巗斕偺摵偺愻忩嵻偼丄扙帀+巁愻偄+壔惉張棟傪堦搙偵傗偭偰偔傟傞偑丄
扙帀偼偁傜偐偠傔僷乕僣僋儕乕僫乕偱崑夣偵傗偭偨曽偑懍偔偰妋幚偩偟丄
壔惉張棟偼壗傪巊偭偰偄傞偐晄柧偩偲屻偺偼傫偩晅偗偵栤戣偑偁傞偐傕偟傟側偄偺偱丄
巁惈偺塼偲偟偰偩偗巊梡偟偨丅乯
乮偙偺傛偆側張棟偱偼彮側偔偲傕丄曐岇傔偑偹偲僨傿僗億乕僓儖偺價僯乕儖庤戃偼偍朰傟側偔丅
偲偄偆偐丄偳傫側岺嶌偱傕岺嶌拞偼曐岇傔偑偹傪晅偗傞偺偑暼偵側傞傛偆偵偟偰偍偒傑偡丅
偦偆偦偆丄孯庤偼夞揮愗嶍宯偺婡夿偱偼慇堐姫偒偙傒偑婋尟側偺偱巊梡偟偰偼偄偗傑偣傫丅
悈傪捠偡孯庤偼墍寍偱傕巊偄偵偔偄偟丄搚栘揑岺嶌偱偺旂攳偗梷惂愱梡偲妱傝愗偭偨曽偑椙偄姶偠偱偡丅
偦偆尵偊偽丄搚栘揑岺嶌偼傑偩1偮傕偙偺儂乕儉儁乕僕偱彂偄偰側偐偭偨側偁丅
娬榖媥戣丅乯
摵偺壔惉張棟偱巹偑偄偮傕巊偭偰偄傞偺偼儀儞僝僩儕傾僝乕儖偱偁傞丅
堦斒偵偼巼奜慄偐傜偺曐岇偺偨傔偵僾儔僗僠僢僋側偳偵椙偔崿偤傜傟傞栻昳偱偁傝丄
巹偼幨恀乮僨僕僇儊偱偼側偔嬧墫僼傿儖儉偺乯偺尰憸梡偺巼奜慄媧廂嵻偲偟偰斕攧偝傟偰偄傞偺傪峸擖偟偨丅
偙偺暘巕偑摵僀僆儞乮亖摵斅偺昞柺偵丄寢崌偺庤傪梋傜偣偰傓偒弌偟偵側偭偰偄傞摵暘巕乯偵懳偟偰
僉儗乕僩嶌梡乮暘巕摨巑偺廂傑傝嬶崌偑椙偄乯偑偁傝丄
偐偮摵昞柺偵暲傫偩帪偵摵偲慄朿挘學悢偑嬤偄偺偱丄晄摦懺枌忬懺偲側傞丅
嬤偔偵抲偔偩偗偱傕婥壔杊嶬嶌梡偑偁傞偑丄
傾儖僐乕儖偱栚偄偭傁偄敄傔偰昞柺偵揾傟偽堦斒揑側埖偄偱偼傎偲傫偳晠怘偟側偔側傞丅
偟偐傕屌拝偟偰偄傞偺偼堦暘巕暘偺岤傒偩偟丄100亷嫮偱棧扙徃壺偡傞偟偱偼傫偩晅偗傊偺慾奞偑傎偲傫偳側偄丅
乮1暘巕暘偺岤傒偟偐側偄偺偱暔棟揑偵偼柵拑嬯拑庛偔丄偙傟偩偗偱揾椏偺戙傢傝偵側傞傕偺偱偼側偄丅
偁偔傑偱丄曐懚偲岺嶌帪偺堦帪揑巊梡偱偁傞丅乯
嫮楏偵敄傔偰傕昞柺偵揾傟偽1暘巕岤傛傝偼偐側傝梋傞偺偱丄
婥壔杊嶬嶌梡偱偁傞掱搙偼彎偺晹暘偵嵞搙枌偑宍惉偝傟丄帺屓廋暅嶌梡偺傛偆側傕偺偑偁傞丅
偙偺偨傔丄峀偄柺愊傪嶍偭偨傝梟嵻偱愻偄棳偟偨傝偟側偗傟偽丄
斅傪愗偭偨傝偟偰傕壛岺帪娫偔傜偄偼杊嶬嶌梡偑宲懕偡傞丅
偱丄偗偑偒傪擖傟偰丄戩忋僔儍乕偱愗抐偡傞丅
乮偪側傒偵丄戩忋僔儍乕儀儞僟乕偼峸擖摉帪暷崙偱偼$50傕偟傑偣傫偱偟偨偑丄
憲椏懠彅乆偑$100嬤偔妡偐偭偨偲巚偄傑偡丅偦傟偱傕崙撪偱攦偆傛傝梱偐偵埨偐偭偨丅
岺嬶偲偟偰偼崅壙偱偟偨偑丄巊梡昿搙偼寢峔崅偐偭偨偱偡丅乯
偨偩偟僔儍乕偼偽偭偝傝捈慄偟偐愗傟側偄偺偱丄愗寚偒晹暘偼丄嫎偱愗抐偟偰傗偡傝偑偗丅
 丂
丂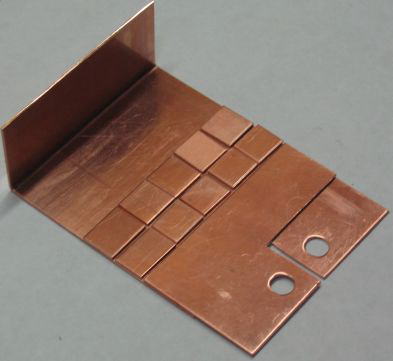 丂
丂
埑墑斅偵偼埑墑曽岦偑偁傞偑丄椙偔傢偐傜側偄偺偱丄
妱傟偰偟傑傢側偄傛偆偵嬋偘晹暘偼偗偑偒偱偼側偔儅僕僢僋偱報傪偮偗偨丅
棤柺乮愨墢斅偺撪懁乯偐傜偼傫偩晅偗偟偨曽偑娙扨偩傠偆偑丄
偁偲偐傜偺摵斅偺埵抲寛傔偩偲埵抲偺晄懙偄偱墭偔側傝偦偆偩偟丄偼傫偩偺掞峈傕婥偵側傞偟偱丄
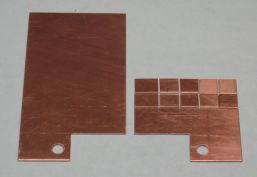
愭偵愨墢斅偵摵斅傪揬傝偙傫偱偟傑偍偆丅
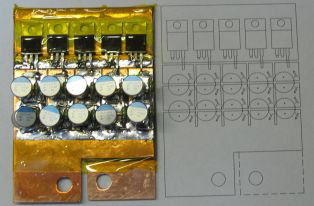
愨墢斅偵愙拝偟傛偆偐偲巚偭偨偑丄懴擬惈偺愙拝嵻偑嬤強偺儂儉僙儞偱攧偭偰側偐偭偨偺偱丄
戙傢傝偵懴擬椉柺僥乕僾傪攦偭偰偒偨丅
偙偺椉柺僥乕僾偼岤傒偑偁偭偨偺偱丄愨墢斅偼柍偟偵偟偨丅
椉柺僥乕僾傪暲傋偰乮寗娫偑偁偭偰傕愨墢偵偼岤傒偱懌傝傞乯丄
摵斅傪愜傝曉偟偰丄巆傝偺晹暘偵彫偝偄摵斅傪暲傋偰丄
乮暘偐傝偵偔偄偱偡偑丄壓偺幨恀偺塃偼婛偵忋柺偺摵斅偑椉柺僥乕僾偱揬傝晅偗傜傟偰偄傑偡丅
椉柺僥乕僾偼幨恀偺忋壓偺曈偱彮偟棤懁偵愜傝曉偝傟偰偄傑偡丅乯
 丂
丂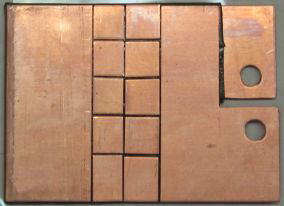 丂
丂
偼傫偩傪晅偗偨偔側偄晹暘偵億儕僀儈僪僥乕僾揬偭偰丄僼儔僢僋僗揾偭偰丄屇傃偼傫偩晅偗偰丅
偲偙偙傑偱棃偰偮傑偯偄偨丅偼傫偩偑梟偗側偄丅傗偼傝1mm岤偼柍棟偐丠丅
愭抂柺愊偺峀偄偙偰愭偺傕偺偱梟偗偨丅偦傟偱傕帪娫偑妡偐偭偨丅
摵斅偩偗偺忬懺偱丄偁傜偐偠傔偼傫偩傔偭偒偟偲偄偨曽偑椙偐偭偨丅
偟偐偟丄偙偺椉柺僥乕僾偼寢峔椙偄丅偝偡偑偵1搙偩偗壏搙忋偘夁偓偰偢傟偐偗偨偑丄
埵抲挷惍偟偰椻傑偟偨傜愙拝椡偑尦偵栠偭偨丅
婎杮揑偵昞柺偺偼傫偩偑梟偗偨傜偡偖偵偼傫偩偛偰傪棧偣偽丄偢傟偢偵愙拝宲懕偟偰偄偰偔傟傞丅
壗傗偐傗偱偐側傝堎廘偑弌傞偔傜偄傑偱壏搙傪忋偘偰偟傑偭偨偑丄
偲傝偁偊偢摫捠僠僃僢僇乕偱偼堦掕帪娫偱僽僓乕偑巭傑傞偺偱僐儞僨儞僒偼惗偒偰偄傞傛偆偩丅
偍偭偲丄弌椡怳摦揹棳懳嶔偺僟僀僆乕僪傪晅偗朰傟偰偄傞丅
CAD偱惔彂偟偨帪偵昤偐側偐偭偨偺偑幐攕偩偭偨丄婋側偄丄婋側偄丅
偨傑偨傑帩偭偰偨僔儑僢僩僉乕僟僀僆乕僪偵偟偨乮1N5822丄3A/40V)丅
偪傚偭偲梕検偑彫偝偄偑丄偦傕偦傕僷儖僗梟愙婡偱偙傟偑從偗傞掱弌椡慄偺僀儞僟僋僞儞僗傪戝偒偔
乮偮傑傝挿偔乯偡傞偙偲偼側偄偩傠偆丅
乮幚暔偵偼丄MOS偺GS娫偵掞峈乮330k兌乯偑晅偄偰偄傑偡偑丄柍懯側偍傑偠側偄偱偡偹丅
傑偨丄嶌惉夁掱偺幨恀偱偼曻擬僌儕乕僗傪巊偭偰偄傞傛偆偱偡偑丄嵟廔忬懺偱偼擬揱摫椉柺僥乕僾偵曄傢偭偰偄傑偡丅乯
侾侽丏夞楬婎斅惢嶌
攝慄恾昤偔偺偑柺搢側偺偱丄儐僯僶乕僒儖婎斅忋偱偄偒側傝嶌偭偨丅
僕儍儞僷乕偑懡偄偟丄働乕僽儖庢傝弌偟埵抲傕埆偄偑丄壗偲偐廂傑偭偨丅
僶僢僼傽乕僩儔儞僕僗僞偼丄2SC3074丄2SA1244丄2SC2655丄2SA1020偲偟偨丅
慜抜偵2A昳傪汎偭偨偺偼戝揹棳偱偺hFE傪壱偖偨傔丅
0.22兌偺庤帩偪偑側偐偭偨偺偱丄1兌傪4暲楍偟偨乮0.25兌乯丅
僟僀僆乕僪偼丄僔儑僢僩僉乕偑1N5819丄PN愙崌偑1N4007丅
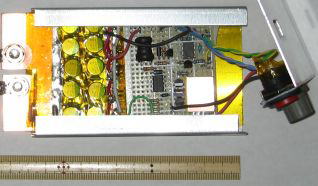
乮惢嶌搑拞偺幨恀偑巆偭偰偄傑偣傫丅奐偗傞偲壓偺傛偆側姶偠偵側偭偰偄傑偡丅
傎傏丄僥乕僾偱愨墢丄椉柺僥乕僾偱屌掕丄偲偄偆忬懺偱偡丅乯
 丂
丂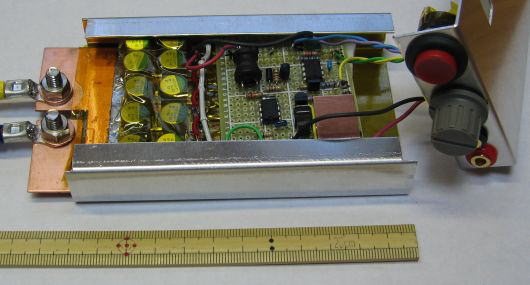 丂
丂
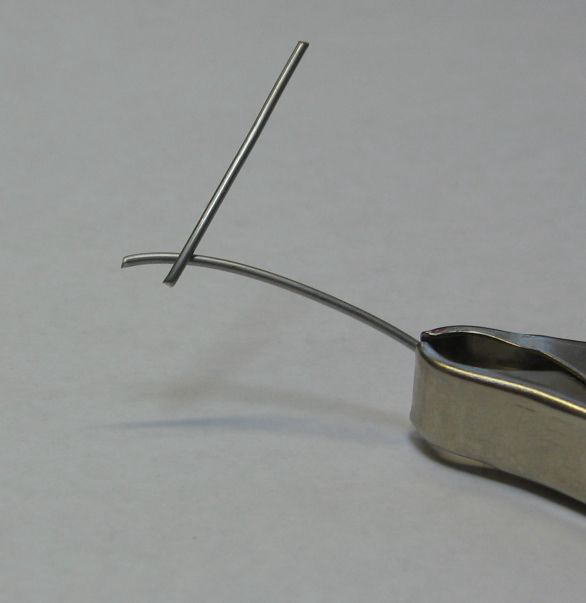
帋偟偵僗僥儞儗僗偺恓嬥傪晅偗偰傒傞偲丒丒丒偁傟丄壩壴偑旘偽側偄丠丒丒丒偁丄傕偆偮偄偰傞丅
偲偄偆偙偲偱偪傖傫偲梟愙偱偒偨丅偪傚偭偲愙崌嫮搙偑庛偄偐側丅
乮埲壓偺傛偆側姶偠偱梟愙偝傟傑偡丅幨恀塃壓偺僋儕僢僾偼嶣塭梡偺扨側傞僗僞儞僪偱偡丅乯
侾侾丏働乕僗
100墌僔儑僢僾傪扵偟夞偭偨偑丄挌搙椙偄偺偑尒偮偐傜側偄丅
尦乆偺梊掕偺儗僀傾僂僩偺傑傑側傜僩儗乕僨傿儞僌僇乕僪梡偺働乕僗偑傄偭偨傝偩偭偨偺偩偑丄
愜妏敄偔偱偒偨偺偩偐傜丄働乕僗傕敄偔偟偨偄丅
偲偄偆偙偲偱丄傾儖儈斅偱嶌偭偨丅
 丂
丂
丒丒丒
偲丄傑傞偱弴挷偵嶌傟偨偐偺傛偆偵彂偄偰偄傑偡偑丄
幚嵺偵偼偼傫偩晅偗朰傟傗傜丄挷惍傗傜偱夞楬傪旘偽偟丄壗搙偐晹昳岎姺偟偰偄傑偡丅
揹椡傪埖偆夞楬偼偪傚偭偲偟偨摦嶌堎忢偱懄晹昳偑夡傟偰偟傑偆偺偑栵夘偱偡偹丅